データの説明Explanation of data
(目次)
1. データを取る目的
2. データの取り方
3. サンプリングと測定
4. データと誤差
5. バラツキとは
6. サンプル数とバラツキ
1. データを取る目的

(解説)
1.データを取る目的について、説明して行きます。
2.データを取る前に、取る目的を明確にしておく
ことが重要です。
3.QC7つ道具などのデータ解析方法を理解して、
データを取りましょう。
4.目的の例としては、下記が上げられます。
維持の為: 製造工程での各種記録
改善の為: 試作試験での実験記録
検査の為: 出荷検査での検査記録
2. データの取り方

(解説)
1.データの取り方について、説明して行きます。
2.データの取り方のルールを決めましょう。
3.データを取るときの注意点を下記に上げます。
方法 : サンプリング方法、データ数、精度
履歴 : 5W1Hの明確化
利便性: 層別(作業者、機械、原料など)
3. サンプリングと測定
(解説)
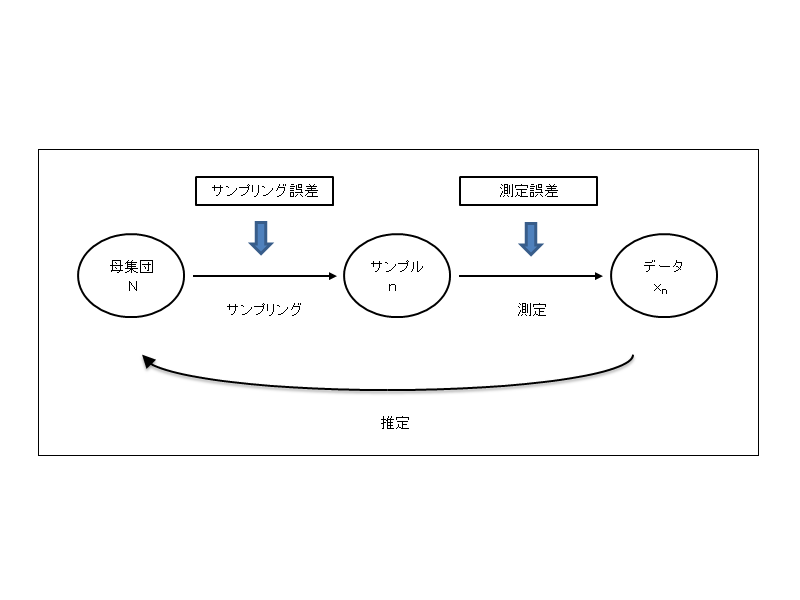
1.サンプリングと測定について、説明して行きます。
2.製品の特性を知りたいときは測定を行いますが、
全ての製品を測定するとコスト高となります。
3.そこで製品から一部を抜き取り測定します。
この抜き取り作業をサンプリングと呼びます。
4.サンプリング、測定、推定が一連の手順です。
5.サンプリングは無作為に行うことが重要です。
4. データと誤差

(解説)
1.データと誤差について、説明して行きます。
2.製品の特性を知りたいときは測定を行いますが、
得られたデータには必ず誤差が含まれます。
3.誤差には、かたより・バラツキがあります。
かたより: 平均値−真の値
バラツキ: 測定値−平均値
4.これらは下記の関係で表せます。
データ=真の値+かたより+バラツキ
5. バラツキとは
(解説)
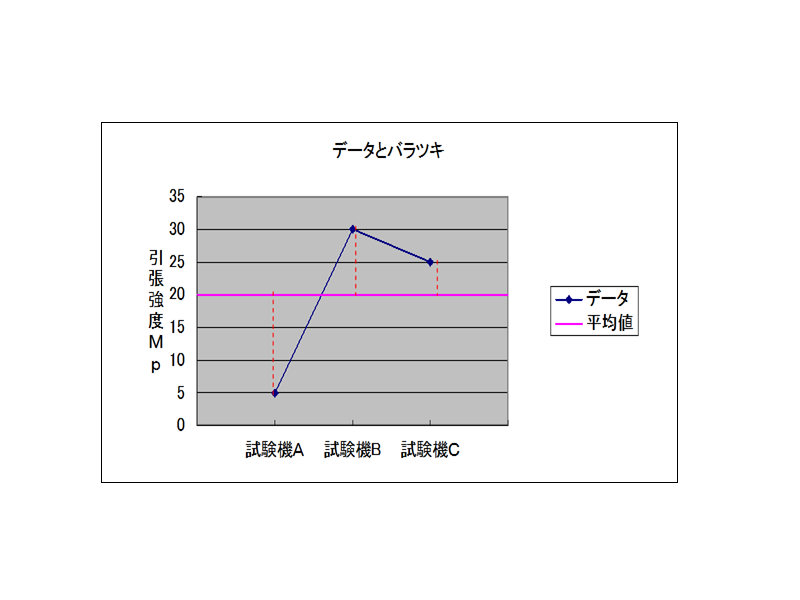
1.バラツキとはについて、説明して行きます。
2.品質管理ではバラツキを標準偏差で示します。
3.記号 : σ
4.エクセル関数: =STDEV("A1:A100")
5.考え方は下記の通りです。
データと平均値の差を求め、それを2乗します。
これを全てのデータで行い、合計を算出します。
得られた値をデータ数−1で割ります。
最後に単位を元に戻すため、平方根を取ります。
6. サンプル数とバラツキ

(解説)
1.サンプル数とバラツキについて、説明して行き
ます。
2.製品の特性を知りたいときは測定を行いますが、
サンプル数は幾つ必要でしょうか?
3.サンプル数が少ないとバラツキが大きくなり、
サンプル数が多いとコスト高となります。
4.この関係は左図の様になります。
サンプル数は最低でもn=4は必要でしょう。
5.これは母標準偏差の95%信頼区間から算出
しますが、ここでは割愛します。
品質管理ソフトは、下記をクリックして下さい。
本館:エクセル将棋館(品質管理ソフト)
information
姉妹サイトは、下記アイコンを
クリックして下さい。
本館:エクセル将棋館
![]()
別館:エクセル株式館 ![]()
日本国
地方都市
スポンサード リンク
スポンサード リンク
バナーです。
copyright ©2012-2024 エクセルQC館 all rights reserved.