工程能力指数Process capability index
(目次)
1. 工程能力指数Cp(両側規格)
2. 工程能力指数Cp(片側規格)
3. 工程能力指数Cpk(両側規格)
4. 推定不良率
5. 工程能力指数と不良率
6. 工程能力指数の評価
7. 工程能力指数と工程性能指数
1. 工程能力指数Cp(両側規格)
(解説)
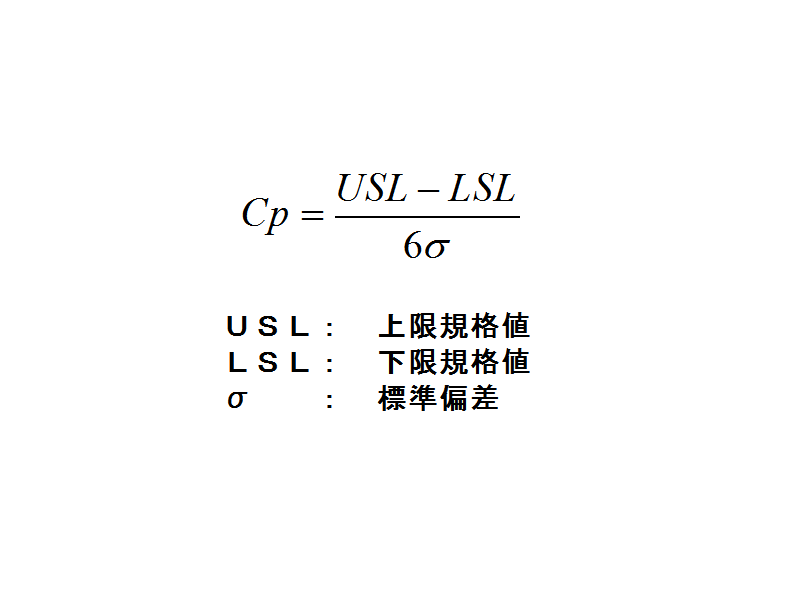
1.工程能力指数Cp(両側規格)は、工程の安定度
を示す値です。
2.記号: Cp
3.規格の幅を6σで割った値です。
4.Cp≧1.00以上が必要で、Cp≧1.33以上
が好ましいと言われています。
5.規格中心値と平均値の差は考慮されていません。
2. 工程能力指数Cp(片側規格)
(解説)
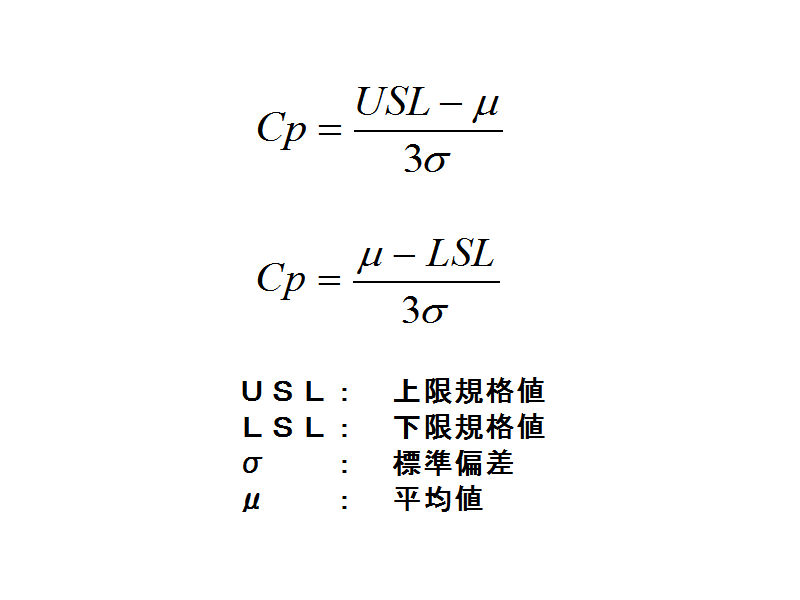
1.工程能力指数Cp(片側規格)は、工程の安定度
を示す値です。
2.記号: Cp
3.上限規格値−平均値を3σで割った値、又は
平均値−下限規格値を3σで割った値です。
4.Cp≧1.00以上が必要で、Cp≧1.33以上
が好ましいと言われています。
5.上限と下限では、規格値と平均値が逆になるので
注意して下さい。
6.下記の表記をする場合もあります。
上限規格の場合: Cpu
下側規格の場合: Cpl
3. 工程能力指数Cpk(両側規格)
(解説)
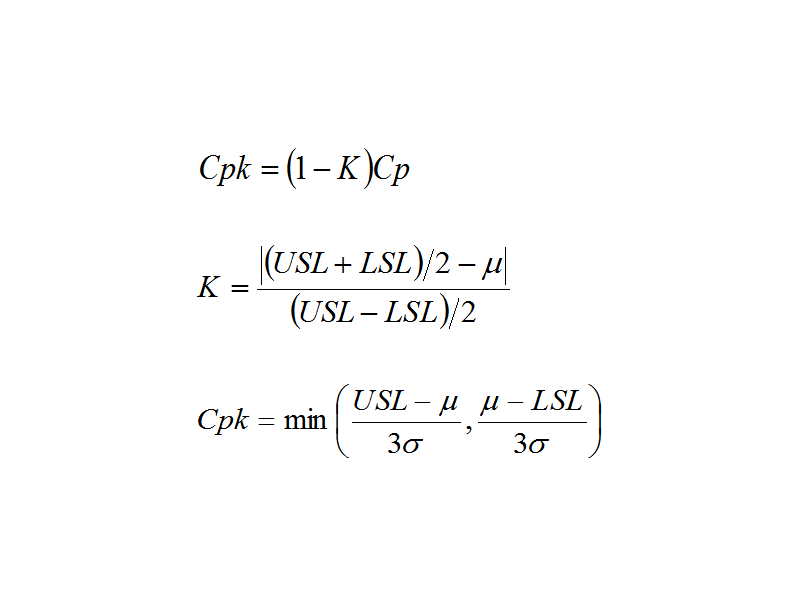
1.工程能力指数Cpk(両側規格)は、工程の
安定度を示す値です。
2.記号: Cpk
3.Cpkは、CpとKより算出します。
また、Cpの小さい方を選んでも良いです。
4.Cpk≧1.00以上が必要で、Cpk≧1.33
以上が好ましいと言われています。
5.規格中心値と平均値の差が考慮されています。
4. 推定不良率
(解説)
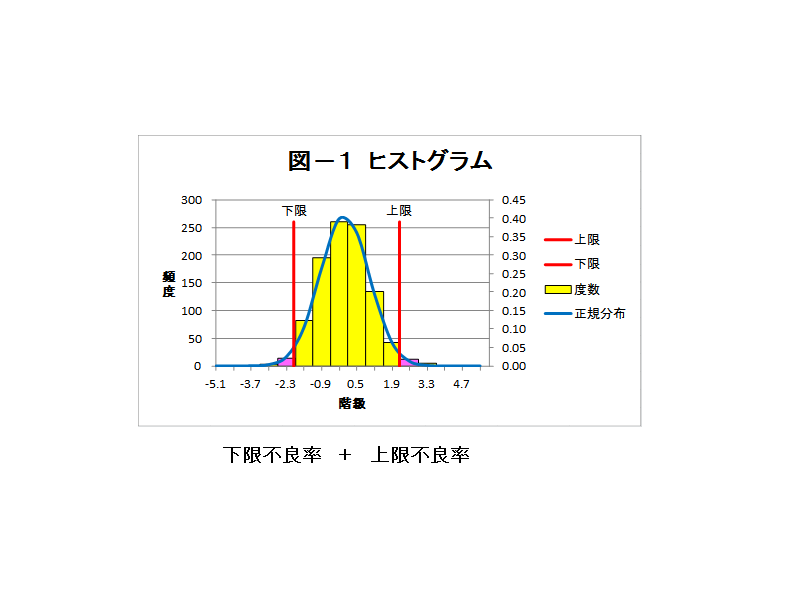
1.推定不良率は、工程能力指数から算出できます。
推定不良率=下限不良率+上限不良率
2.下限不良率と上限不良率は下式で計算します。
下限不良率=NORMSDIST(下限Cp*-3)
上限不良率=1-NORMSDIST(上限Cp*3)
3.NORMSDISTはエクセル関数で、
標準正規分布の累積分布関数の値を返します。
5. 工程能力指数と不良率
(解説)
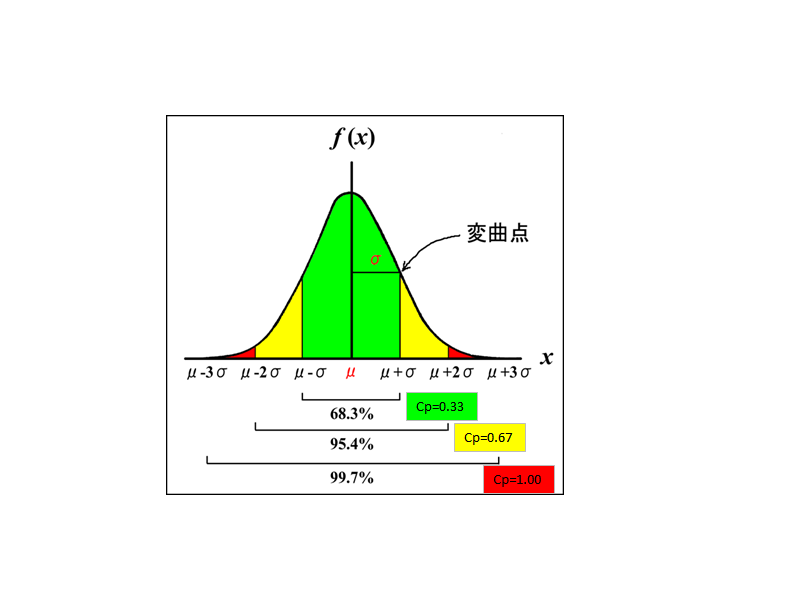
1.工程能力指数と不良率の関係について、両側規格
のCpを用いて説明します。
2.規格幅が±3σの時にCp=1.00となりますが、
この場合の不良率は0.3%となります。
3.詳細は割愛しますが、下記の関係になります。
規格幅 Cp 良品率 不良率
±1σ 0.33 68.3% 31.7%
±2σ 0.67 95.4% 4.6%
±3σ 1.00 99.7% 0.3%
6. 工程能力指数の評価
(解説)
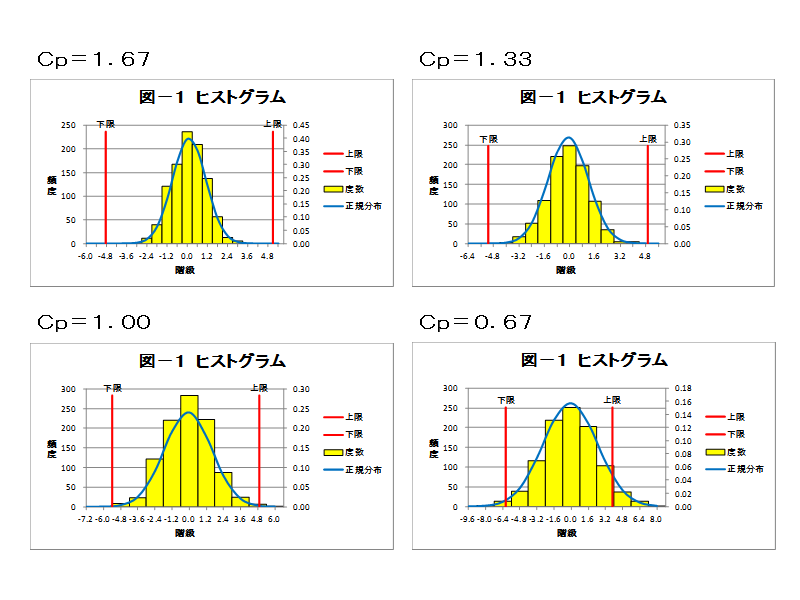
1.工程能力指数の評価について、両側規格のCp
を用いて説明します。
Cp=1.67 工程能力は、十分過ぎます。
Cp=1.33 工程能力は、十分です。
Cp=1.00 工程能力は、まずまずです。
Cp=0.67 工程能力は、不足しています。
7. 工程能力指数と工程性能指数

(解説)
1.今までは工程能力指数の説明をして来ましたが、
もう一つ工程性能指数と言われる指標があります。
2.ここでは工程能力指数と工程性能指数の違いに
ついて、説明して行きます。
3.データ構造として、ロット間(k=10)、ロット
内(n=5)、全体(n×k=50)のデータが
あるとします。
ロット間の標準偏差: σb
ロット内の標準偏差: σw
全体の標準偏差 : σh
とすると、下記の関係となります。
σh2=σb2+σw2
4.工程能力指数 Process Capability Index(Cp)
工程能力指数には、Cp、Cpu、Cpl、Cpkの種類があります。
ロット内の標準偏差:σw を用いて算出します。
5.工程性能指数 Process Performance Index(Pp)
工程性能指数には、Pp、Ppu、Ppl、Ppkの種類があります。
全体の標準偏差:σh を用いて算出します。
厳密に算出する場合は、下記の様に係数c4で補正します。
σh/c4
品質管理ソフトは、下記をクリックして下さい。
本館:エクセル将棋館(品質管理ソフト)
information
姉妹サイトは、下記アイコンを
クリックして下さい。
本館:エクセル将棋館
![]()
別館:エクセル株式館 ![]()
日本国
地方都市
スポンサード リンク
スポンサード リンク
バナーです。
copyright ©2012-2024 エクセルQC館 all rights reserved.